| S/N | Content |
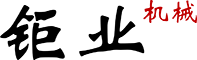
| 1 | This machine is to cut the polarity of the product to 16mm after testing and confirmation, use a 16-position round (rotary) disc, flatten it, insert it into the base plate, measure the ESR, DF, and capacity after secondary molding, check and confirm the lead foot shape by CCD, put it on the track, transport it to the printing place, clamp the product for printing, after CCD detection, dry it with a cold light source, and then charge, test, and discharge it to the 80-position charging disc. The positive and negative lead wires are warped for CCD inspection, and the polarity is detected. A machine for packaging |
| 2 | The polarity is confirmed by using two stations and four points detection in the reverse direction. Any point that is not detected is regarded as defective, and the product is not extremely reversed |
| 3 | The bare vibrating plates of this machine are all externally mounted and are not easy to be jammed, and the bare plate base plates are all equipped with automatic feeding devices |
| 4 | Before the LC test of the product, there is a 80-station charging disk that continuously charges without interruption to ensure the charging time of 60 seconds before the LC test of the electrolytic capacitor; Each charging fixture is equipped with power-on indication, charging PCB board is designed in sections, and maintenance and operation are simple |
| 5 | This machine adopts Omron PLC and Omron human-machine interface, and the alarm display is written, which is convenient for intuitive understanding of the machine operation |
| 6 | Mitsubishi servo drive and high-precision divider are adopted to make the machine positioning accurate |
| 7 | The imported Feimengtu tester is used. The CAP tester can simultaneously measure ESR, DF and capacity. This machine is charged at 7 stations and discharged at 4 stations after LC test |
| 8 | This machine uses water-cooled LED cold light source |
| 9 | This machine has five sets of CCD detection (Kearns and Hikvision), which respectively detect the lead symmetry, printing and the positive and negative pole warping function after the base plate is formed, and the reverse pole detection is carried out after the cassette is put into the machine |
| 10 | After the product is loaded into the cartridge, it has the negative detection function |
| 11 | After the completion of the boxed quantity, there is automatic cutting of the lower and upper tapes, and the length can be set to wrap the boxed products |